装载机的车架与工作装置的认识
作者: admin 时间: 2018-01-22 08:44 点击: 次
|
随着各地城乡建设的加快,装载机也逐渐成为各工地必不可少的机械工具,然而真正做到完全认识这种机器的各个零部件的驾驶员少之又少。完全认识了解才能在机器出现故障的时候,知道维修方法,解决因机器故障而无法施工的烦恼。以下宁波金亚学校小编汇总的装载机车架与工作装置细节图,有需要的小伙伴们可收藏学习。
一.铰接轴承
注意: 每隔50小时或一周,用二硫化钼锂基润滑脂润滑上下铰接销轴,同时检查上下铰接销处各个螺栓的紧固情况,如有松动,必须加以紧固。
1.上铰接轴承安装规程
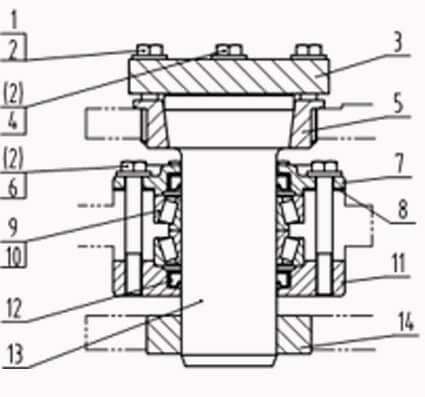
1. 螺栓 2. 垫圈 3.盖板 4.螺栓 5.轴衬 6.螺栓 7. 盖 8. 调整垫
9. 圆锥滚子轴承外圈 10. 圆锥滚子轴承锥体 11. 盖 12. 唇形密封圈 13. 上铰接销 14. 轴承
图1 上铰接图
安装步骤:见图1
1.先用二硫化钼锂基润滑脂涂抹各孔内壁以及唇形密封圈(12)的唇口少许,将唇形密封圈(12)按图1所示唇口朝下分别装入盖(7)、(11)内。
2.在下盖(11)上均布安装三个螺栓(6),将轴承外圈(9)及轴承(14)冷却到-750±50C后,把下轴承外圈(9)装入轴承座内,并使其与下盖(11)接触。
3.用油润滑两个轴承锥体(10)后,将其装入轴承座内,再在上面装配已冷却过的上轴承外圈(9),使轴承外圈(9)与轴承锥体间有轻微的接触压力。
4.安装调整垫(8)及上盖(7),拧紧三个螺栓(6),其拧紧力矩为:120±10N.m 。
5.测量转动轴承锥体所需的扭矩值,如果该扭矩值在2.3N.m至13.6N.m之间,则装上余下的三个螺栓(6)并拧紧,如果扭矩值小于2.3N.m或大于13.6N.m ,则通过减少或增加调整垫来达到正确的转动扭矩值。
2.上铰接销安装规程
安装步骤:见图1
1.将轴衬(5)装入上铰接孔内。
2.将已冷却过的轴承(14)装入图示孔中,轴承(14)上表面与车架铰接面平齐。
3.如图所示将轴(13)通过轴衬(5)、上铰接轴承及轴承(14)装入。
4.装配上盖板时,先以同值力矩拧紧对角两个螺栓,然后再拧紧另外两个螺栓,其拧紧力矩为:90±12N.m。
3.下铰接轴承安装规程
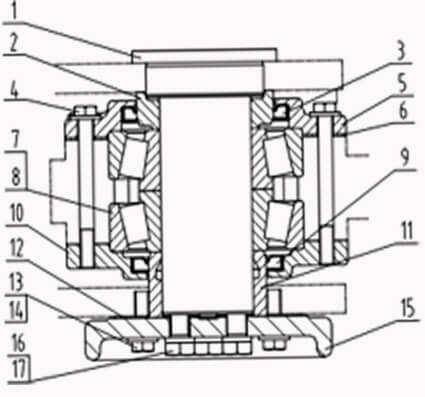
安装步骤:见图2
1.先用二硫化钼锂基润滑脂涂抹各孔内壁以及唇形
密封圈(9)和(3)的唇口少许,按图示将唇形密封圈
(3) 唇口朝上装入上盖(5)内,唇形密封圈(9) 唇口朝上装入下盖(10)内。
2.在下盖(10)上均布安装四个螺栓(4),将轴承外圈(7)冷却到-750±50C后,把下轴承外圈(7)装入轴承座内,并使其与下盖(10)接触。
3.用油润滑两个轴承锥体(8)后,将其装入轴承座内,再在上面装配已冷却过的上轴承外圈(7),使轴承外圈(7)与轴承锥体间有轻微的接触压力。
4.安装调整垫(6)及上盖(5),拧紧四个螺栓(4),其拧紧力矩为:120±10N.m 。
5.测量转动轴承锥体所需的扭矩值,如果该扭矩值在7.9N.m至22.6N.m之间,则装上余下的四个螺栓(4)并拧紧,如果扭矩值小于7.9 N.m或大于22.6N.m ,则通过减少或增加调整垫来达到正确的转动扭矩值。
4.下铰接销安装规程
安装步骤:见图2
1.装配隔套(2)。
2.通过下铰接孔装配隔套(11)。
3.如图所示将下铰接销(1)通过隔套(2),下铰接轴承及隔套(11)装入。
4.装配锁板(15),相隔1800安装两个螺栓(16),其拧紧力矩为:68±14N.m ,环绕3600测量车架与锁板(15)之间的间隙,在锁板上面装上调整垫(12),其厚度为最小测量间隙减去0.25,装上余下的所有螺栓并拧紧。
二、工作装置
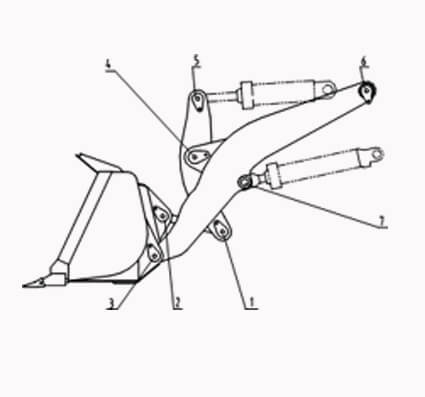
工作装置的各个销轴(如图3所示)要定期按以下要求进行维护和检查:
1.整机每工作50小时或一周,用二硫化钼锂基润滑脂润滑工作装置的各个销轴,以保证各活动部件运转灵活,延长其使用寿命。
2.整机每工作500小时,应对工作装置各部件进行清洁,检查各个螺栓是否有松动现象,各焊接件是否有弯曲变形及脱焊、裂纹产生,特别是动臂横梁连接处,若发现必须及时进行修理。
3.整机工作2000小时后,应检查各销轴与轴套之间的间隙,如超过表1中所允许的最大间隙则应更换销轴或轴套。
宁波金亚学校装载机培训班学期20天,采用实际操作教学,教练手把手指导,学员可在教练的指导下进行装载机行驶练习,以及装货卸货练习。学员可现场考察,满意了在学。报名咨询热线:0574-88415578
|